1 圆锥的锥度与锥角系列
圆锥的锥度与锥角系列的主要内容见标准GB/T157-2001。
1.1 术语和定义
标准CB/T157—2001中所规定的术语及其定义见表1。
表1 术语和定义
| 序号 | 术语 | 定义 | 图 例 |
| 1 | 圆锥表面 | 与轴线成一定角度,耳一端交手轴线的一条直线段(母线),围绕看该轴线旋转形成的表面(图1) | 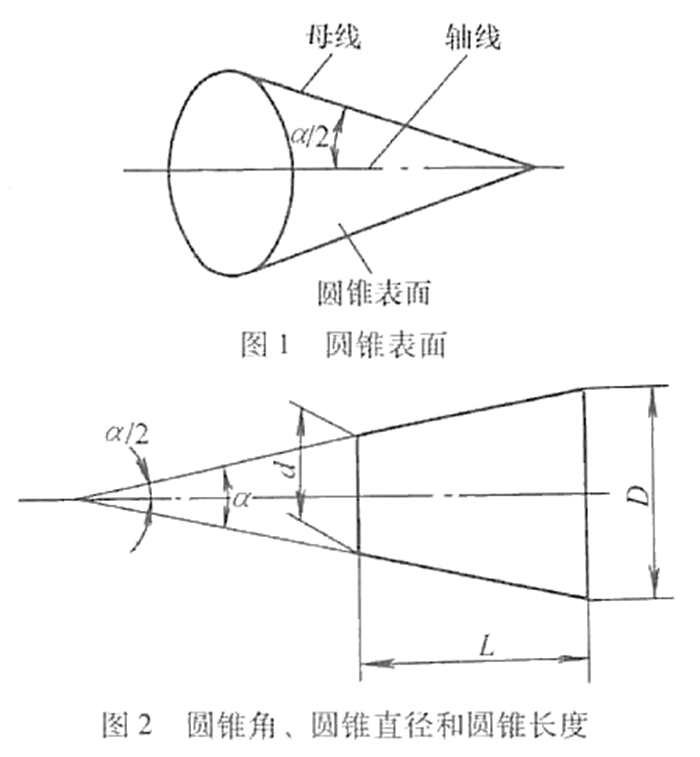 |
| 2 | 圆锥 | 由圆锥表面与一定尺寸所限定的几何体 | |
| 3 | 圆锥角(α) | 在通过圆锥轴线的截面内,两条素线间的夹角(图2) | |
| 4 | 锥度(C) | 两个垂直圆锥轴线截面的圆锥直径D 和d之差与该两截面之间的轴向距离L 之比(图2) $C=\frac{D-d}{L} $ 锥度C与圆锥角α的关系为 $C=2tan\frac{\alpha }{2} =1:\frac{1}{2} cot\frac{\alpha }{2} $ 锥度一般用比例或分式形式表示 |
1.2 锥度与锥角系列(GB/T 157—2001)
GB/T157一2001标准规定一股用途圆锥的锥度与锥角系列(表2)以及特定用途圆锥的锥度与锥角系列(表3)。工程应用时表2 中的数值优先选用第1系列,其次选用第2系列。为广便于设计,表2给出了圆锥角或锥度的推算值,其有效位数可按需要确定。
表2 一般用途圆锥的锥度与锥角系列
| 基本值 | 推算值 | ||||
| 圆锥角α | 锥度C | ||||
| 系列1 | 系列2 | (°)(’)(”) | (°) | rad | |
| 120° | — | — | 2.09439510 | 1:0.2886751 | |
| 90° | — | — | 1.57079633 | 1:0.5000000 | |
| 75° | — | — | 1.30899694 | 1:0.6516127 | |
| 60° | — | — | 1.04719755 | 1:0.8660254 | |
| 45° | — | — | 0.78539816 | 1:1.2071068 | |
| 30° | — | — | 0.52359878 | 1:1.8660254 | |
| 1:3 | 18°55’28.7199″ | 18.92464442° | 0.33029735 | — | |
| 1:4 | 14°15’0.1177″ | 14.25003270° | 0.24870999 | — | |
| 1:5 | 11°25’16.2706” | 11.42118627° | 0.19933730 | — | |
| 1:6 | 9°31’38.2202″ | 9.52728338° | 0.16628246 | — | |
| 1:7 | 8°10’16.4408″ | 8.17123356° | 0.14261493 | — | |
| 1:8 | 7°9’9.6075″ | 7.15266875° | 0.12483762 | — | |
| 1:10 | 5°43’29.3176” | 5.72481045° | 0.09991679 | — | |
| 1:12 | 4°46‘18.7970″ | 4.77188806° | 0.08328516 | — | |
| 1:15 | 3°49’5.8975” | 3.81830487° | 0.06664199 | — | |
| 1:20 | 2°51’51.0925″ | 2.86419237° | 0.04998959 | — | |
| 1:30 | 1°54’34.8570″ | 1.909 68251° | 0.03333025 | — | |
| 1:50 | 1°8’45.1586” | 1.14587740° | 0.01999933 | — | |
| 1:100 | 34’22.6309″ | 0.57295302° | 0.00999992 | — | |
| 1:200 | 17’11.3219” | 0.28647830° | 0. 00499999 | — | |
| 1:500 | 6’52.5295″ | 0.11459152° | 0.00200000 | — | |
注:系列1中120°~1:3的数值近似按R10/2优先数系列,1:5~1:500按R10/3优先数系列(见GB/T321)。
表3 特定用途的圆锥
| 基本值 | 推算值 | 标准号
GB/T(IOS) |
用途 | |||
| 圆锥角α | 锥度C | |||||
| (°)(’)(”) | (°) | rad | ||||
| 11°54′ | — | — | 0.20769418 | 1:4.7974511 | (5237)(8489-5) | 纺织机械和附件 |
| 8°40′ | — | — | 0.15126187 | 1:6.5984415 | (8489-3)(8489-4)(324.575) | |
| 7° | 0.12217305 | 1:8.1749277 | (8489-2) | |||
| 1:38 | 1°30’27,7080″ | 1.50769667° | 0.02631427 | — | (368) | |
| 1:64 | 0°53’42.8220” | 0.89522834° | 0.01562468 | — | (368) | |
| 7:24 | 16°35’39.4443″ | 16.59429008° | 0.28962500 | 1:3.4285714 | 3837.3(297) | 机床主轴工具配合 |
| 1:12.262 | 4°40’12.1514″ | 4.67004205° | 0.08150761 | — | (239) | 贾各锥度No.2 |
| 1:12.972 | 4°24’52.9039″ | 4.41469552° | 0.07705097 | — | (239) | 贾各锥度No.1 |
| 1:15.748 | 3°38’13.4429” | 3.63706747° | 0.06347880 | — | (239) | 贾各锥度No.33 |
| 6:100 | 3°26’12.1776″ | 3.43671600° | 0.05998201 | 1:16.6666667 | 1962 (594-1) (595-1) (595-2) |
医疗设备 |
| 1:18.779 | 3°3’1.2070″ | 3.05033527° | 0.05323839 | — | (239) | 贾各锥度No.3 |
| 1:19.002 | 3°0’52.3956″ | 3.01455434° | 0.05261390 | — | 1443 (296) |
莫氏锥度No.5 |
| 1:19.180 | 2’59’11.7258″ | 2.98659050° | 0.05212584 | — | 1443 (296) |
莫氏锥度No.6 |
| 1:19.212 | 2°58’53.8255” | 2.98161820° | 0.05203905 | — | 1443 (296) |
莫氏锥度No.0 |
| 1:19.254 | 2°58’30.4217″ | 2.97511713° | 0.05192559 | — | 1443 (296) |
莫氏锥度No.4 |
| 1:19.264 | 2°58’24.8644″ | 2.97357343° | 0.05189865 | — | (239) | 贾各锥度No.6 |
| 1:19.922 | 2°52’31.4463″ | 2.87540176° | 0.05018523 | — | 1443 (296) |
莫氏锥度No.3 |
| 1:20.020 | 2°51’40.7960″ | 2.86133223° | 0.04993967 | — | 1443 (296) |
莫氏锥度No.2 |
| 1:20.047 | 2°51’26.9283” | 2.85748008° | 0.04987244 | — | 1443 (296) |
莫氏锥度No.1 |
| 1:20.288 | 2°49’24.7802″ | 2.82355006° | 0.04928025 | — | (239) | 莫氏锥度No.0 |
| 1:23.904 | 2°23’47.6244” | 2.39656232° | 0.04182790 | — | 1443 (296) |
布朗夏普锥度 No.1至No.3 |
| 1:28 | 2°2’45.8174″ | 2.04606038° | 0.03571049 | — | (8382) | 复苏器(医用) |
| 1:36 | 1°35’29.2096″ | 1.59144711° | 0.02777599 | — | (5356-1) | 麻醉器具 |
| 1:40 | 1°25’56.3516″ | 1.43231989° | 0.02499870 | — | ||
1.3 应用说明
表2对一般用途的锥度与锥角列出了两个系列,优先选用系列1,其次选用系列2。为便于圆件的设计、生产和控制,表2中给出了圆锥角或锥度的推算值,其有效位数可按需要确定。表37所列特定用途的圆锥,主要用于表中最后一栏所指的用途。
2 圆锥公差
圆锥公差的主要内容见CB/T11334一2005。
2.1 术语和定义
GB/T11334一2005规定了以下术语和定义(见表4)
表4 术语和定义
| 序号 | 术语 | 定义 | 图 例 |
| 1 | 公称圆锥 | 设计给定的理想形状的圆锥,见图1 公称圆锥可用两种形式确定: ①一个公称圆锥直径(最大圆锥直径 D、最小圆锥直径d、给定截面圆锥直径 dx)、公称圆锥长度L、公称圆锥角α或公称锥度C ②两个公称圆锥直径和公称圆锥长度L |
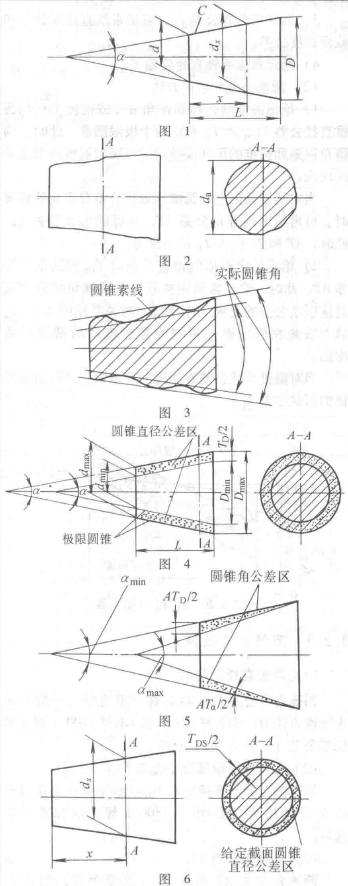 |
| 2 | 实际圆锥 | 实际存在并与周围介质分离的圆锥 | |
| 3 | 实际圆锥直径da | 实际圆锥上的任一直径,见图2 | |
| 4 | 实际圆锥角 | 在实际圆锥的任一轴向截面内,包容圆锥素线自距离为最小的两对平行直线之间的夹角,见图3 | |
| 5 | 极限圆锥 | 与公称圆锥共轴且圆锥角相等,直径分别为上极限直径和下极限直径的两个圆锥。在垂直于圆锥轴线的任一截面上,这两个圆锥的直径差都租等,见图4 | |
| 6 | 极限圆锥直径 | 极限圆锥上的任一直径,如图4中的Dmax、Dmin、dmax、dmin | |
| 7 | 极限圆锥角 | 允许的上极限或下极限圆锥角,见图5 | |
| 8 | 圆锥直径公差TD | 圆锥直径的充许变动量,见图4 | |
| 9 | 圆锥直径公差区 | 两个极限圆锥所限定的区域。在轴向截面内的圆锥直径公差区见图4 | |
| 10 | 圆锥角公差 AT(ATα或ATD) | 圆锥角的允许变动量,见图5 | |
| 11 | 圆锥角公差区 | 两个极限圆锥角所限定的区域。圆锥角公差区见图5 | |
| 12 | 给定截面圆锥直径公差TDS | 在垂直圆锥轴线给定截面内圆锥直径的充许变动量,见图6 | |
| 13 | 给定截面圆锥直径公差区 | 在给定的圆锥截面内,由两个同心圆所限定的区域。给定截面圆锥直径公差区见图6 |
2.2 圆锥公差的项目和给定方法
(1)圆锥公差的项目
1)圆锥直径公差TD。
2)圆锥角公差AT,用角度值ATα或线性值ATD 给定。
3)圆锥的形状公差TF,包括素线直线度公差和截面圆度公差。
4)给定截面圆锥直径公差TDS。
(2)圆锥公差的给定方法
1)给出圆锥的公称圆锥角α(或锥度C)和圆锥直径公差TD,由TD确定两个极限圆锥。此时,圆锥角误差和圆锥的形状误差均应在极限圆锥所限定的区域内。
当对圆锥角公差、圆锥的形状公差有更高的要求时,可再给出圆锥角公差AT、圆锥的形状公差TF。此时,AT和TF仅占TD的一部分。
2)给出给定截面圆锥直径公差TDS和圆锥角公差AT。此时,给定截面圆直径和圆锥角应分别满足这两项公差的要求。TDS和AT的关系见图1, 该方法是在假定圆锥素线为理想直线的情况下给出的。
当对圆锥形状公差有更高的要求时,可再给出圆锥的形状公差TF。
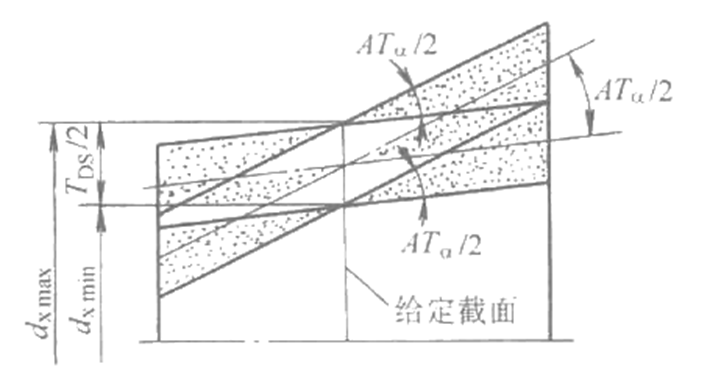
图1 TDS和AT的关系
2.3 圆锥公差数值
(1)圆锥直径公差TD
圆锥直径公差TD,以公称圆锥直径(一般取最大圆锥直径D)为公称尺寸,按GB/T1800.1规定的标准公差选取。
(2)给定截面圆锥直径公差Tps
给定截面圆锥直径公差TDS以给定截面圆锥直径dx为公称尺寸,按GB/T1800.1规定的标准公差选取。
(3)圆锥角公差AT
圆锥角公差AT共分12个公差等级,用AT1、AT2、……、AT12表示,圆锥角公差的数值见表5。表中数值用于棱体的角度时,以该角短边长度作为L选取公差值。如需要更高或更低等级的圆角公差时,按公比1.6向两端延伸得到:更高等级用 AT0、AT01…表示;更低等级用AT13、AT14… 表示。
圆锥角公差可用两种形式表示:ATα以角度单位微弧度或以度、分、秒表示;ATD以长度单位微来表示。ATα和ATD的关系如下,式(1):
ATD = ATα × L × 10-3 (1)
式中,
ATD 的单位为μm;
ATα 的单位为μrad;
L 单位为mm。
表5给出与圆锥长度L的尺寸段相对应的ATD范围值。若基本圆锥长度L不为任一尺寸段的端点值,ATD值则应按式(1)计算,计算结果的尾数按GB/T8170的规定进行修约,其有效位数应与表5中所列该L尺寸段的最大范围值的位数相同。
ATD取值举例:
例2.2-1 L为63mm,选用AT7,查表得ATα为315μrad或1’05″,ATD为20μm。
例2.2-2 L为50mm,选用AT7,查表得ATα为315μurad或1’05″,但50mm非尺寸段>40~ 63mm的端点值,为此,ATD要进行如下计算:
ATD=ATα × L × 10-3=315×50×10-3μm= 15.75μm(取ATD为15.8μm)。
(4)圆锥角的极限偏差
圆锥角的极限偏差可按单向或双回(对称或不对称)取值(见图2)。
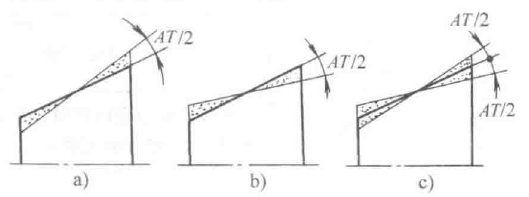
图2 圆锥角极限偏差
a) α+AT b) α -AT c) α±AT/2
(5)圆锥的形状公差
圆锥的形状公差推荐按CB/T1184一1996中附录B“图样上注出公差值的规定”选取。
2.4 应用说明
1)圆锥公差第一种给定方法类似于包容要求它要求圆角误差和圆锥的形状谋差均控制在极限圆锥所限定的区域之内。因此,这种给定方法能使相配合的内、外圆保持预期的配合要求,是圆锥配合中内、外圆锥普遍应用的一种公差给定方法。
2)圆锥公差第二种给定方法类似于独立原则
它只要求圆锥直径和圆锥角分别满足各自的公差即可。因此,这种给定方法只能在dx给定的截面上保持配合要求,主要适用于要求特定功能的场合。例如,阀类零件,为使其相互结合的圆锥表面接触紧密,以保证良好的密封性,以这种给定方法为宜。这种方法的公差空间是随实际给定截面直径和锥角公差构成的两个模形环区(图1)。图2只画出给定截面三个尺寸(上极限尺寸、下极限尺寸和平均尺寸)与ATα/2的关系,看图时要注意与各个尺寸相对应的、其他截面尺寸所容许的各自范围。
3)GB/T11334一2005标准的附录A(表6)给出了圆锥直径公差所能限制的最大圆锥角误差,为采用圆锥公差第一种给定方法需对圆锥角提出进一步要求时的参考。如认为圆锥角误差太天不符合要求时,可再规定出更小的圆锥角公差。
表5 圆锥角公差数值
| 公称圆锥长度L/mm | 圆锥角公差等级 | ||||||||||||||||||||||||||||||||||||
| AT1 | AT2 | AT3 | AT4 | AT5 | AT6 | AT7 | AT8 | AT9 | AT10 | AT11 | AT12 | ||||||||||||||||||||||||||
| ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ATα | ATD | ||||||||||||||
| 大于 | 自 | μrad | (”) | μm | μrad | (”) | μm | μrad | (”) | μm | μrad | (”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm | μrad | (’)(”) | μm |
| 6 | 10 | 50 | 10 | >0.3~0.5 | 80 | 16 | >0.5~0.8 | 125 | 26 | >0.8~1.3 | 200 | 41 | >1.3~2.0 | 315 | 1’05” | >2.0~3.2 | 500 | 1’43” | >3.2~5.0 | 800 | 2’45” | >5.0~8.0 | 1250 | 4’18” | >8.0~12.5 | 2000 | 6’52” | >12.5~20.0 | 3150 | 10’49” | >20~30 | 5000 | 17’10” | >32~50 | 8000 | 27’28” | >50~80 |
| 10 | 16 | 40 | 8 | >0.4~0.6 | 63 | 13 | >0.6~1.0 | 100 | 21 | >1.0~1.6 | 160 | 33 | >1.6~2.5 | 250 | 52” | >2.5~4.0 | 400 | 1’22” | >4.0~6.3 | 630 | 2’10” | >6.3~10.0 | 1000 | 3’26” | >10.0~16.0 | 1600 | 5’30” | >16.0~25.0 | 2500 | 8’35” | >25~40 | 4000 | 13’44” | >40~63 | 6300 | 21’38” | >63~100 |
| 16 | 25 | 31.5 | 6 | >0.5~0.8 | 50 | 10 | >0.8~1.3 | 80 | 16 | >1.3~2.0 | 125 | 26 | >2.0~3.2 | 200 | 41” | >3.2~5.0 | 315 | 1’05” | >5.0~8.0 | 500 | 1’43” | >8.0~12.5 | 800 | 2’45” | >12.5~20.0 | 1250 | 4’18” | >20.0~32.0 | 2000 | 6’52” | >32~50 | 3150 | 10’49” | >50~80 | 5000 | 17’10” | >80~125 |
| 25 | 40 | 25 | 5 | >0.6~1.0 | 40 | 8 | >1.0~1.6 | 63 | 13 | >1.6~2.5 | 100 | 21 | >2.5~4.0 | 160 | 33” | >4.0~6.3 | 250 | 52” | >6.3~10.0 | 400 | 1’22” | >10.0~16.0 | 630 | 2’10” | >16.0~20.0 | 1000 | 3’26” | >25.0~40.0 | 1600 | 5’30” | >40~63 | 2500 | 8’35” | >63~100 | 4000 | 13’44” | >100~160 |
| 40 | 63 | 20 | 4 | >0.8~1.3 | 31.5 | 6 | >1.3~2.0 | 50 | 10 | >2.0~3.2 | 80 | 16 | >3.2~5.0 | 125 | 26” | >5.0~8.0 | 200 | 41” | >8.0~12.5 | 315 | 1’05” | >12.5~20.0 | 500 | 1’43” | >20.0~32.0 | 800 | 2’45” | >32.0~50.0 | 1250 | 4’18” | >50~80 | 2000 | 6’52” | >80~125 | 3150 | 10’49” | >125~200 |
| 63 | 100 | 16 | 3 | >1.0~1.6 | 25 | 5 | >1.6~2.5 | 40 | 8 | >2.5~4.0 | 63 | 13 | >4.0~6.3 | 100 | 21” | >6.3~10.0 | 160 | 33” | >10.0~16.0 | 250 | 52” | >16.0~25.0 | 400 | 1’22” | >25.0~40.0 | 630 | 2’10” | >40.0~63.0 | 1000 | 3’26” | >63~100 | 1600 | 5’30” | >100~160 | 2500 | 8’35” | >160~250 |
| 100 | 160 | 12.5 | 2.5 | >1.3~2.0 | 20 | 4 | >2.0~3.2 | 31.5 | 6 | >3.2~5.0 | 50 | 10 | >5.0~8.0 | 80 | 16” | >8.0~12.5 | 125 | 26” | >12.5~20.0 | 200 | 41” | >20.0~32.0 | 315 | 1’05” | >32.0~50.0 | 500 | 1’43” | >50.0~80.0 | 800 | 2’45” | >80~125 | 1250 | 4’18” | >125~200 | 2000 | 6’52” | >200~320 |
| 160 | 250 | 10 | 2 | >1.6~2.5 | 16 | 3 | >2.5~4.0 | 25 | 5 | >4.0~6.3 | 40 | 8 | >6.3~10.0 | 63 | 13” | >10.0~16.0 | 100 | 21” | >16.0~25.0 | 160 | 33” | >25.0~40.0 | 250 | 52” | >40.0~63.0 | 400 | 1’22” | >63.0~100.0 | 630 | 2’10” | >100~160 | 1000 | 3’26” | >160~250 | 1600 | 5’30” | >250~400 |
| 250 | 400 | 8 | 1.5 | >2.0~3.2 | 12.5 | 2.5 | >3.2~5.0 | 20 | 4 | >5.0~8.0 | 31.5 | 6 | >8.0~12.5 | 50 | 10” | >12.5~20.0 | 80 | 16” | >20.0~32.0 | 125 | 26” | >32.0~50.0 | 200 | 41” | >50.0~80.0 | 315 | 1’05” | >80.0~125.0 | 500 | 1’43” | >125~200 | 800 | 2’45” | >200~320 | 1250 | 4’18” | >320~500 |
| 400 | 630 | 6.3 | 1 | >2.5~4.0 | 10 | 2 | >4.0~6.3 | 16 | 3 | >6.3~10.0 | 25 | 5 | >10.0~16.0 | 40 | 8” | >16.0~25.0 | 63 | 13” | >25.0~40.0 | 100 | 21” | >40.0~63.0 | 160 | 33” | >63.0~100.0 | 250 | 52” | >100.0~600.0 | 400 | 1’22” | >160~250 | 630 | 2’10” | >250~400 | 1000 | 3’26” | >400~630 |
表6 圆锥直径公差所能限定的最大圆锥角误差
| 圆锥直径公差等级 | 圆锥直径/mm | ||||||||||||
| ≤3 | >3~6 | >6~10 | >10~18 | >18~30 | >30~50 | >50~80 | >80~120 | >120~180 | >180~250 | >250~315 | >315~400 | >400~500 | |
| Δαmax/μrad | |||||||||||||
| IT01 | 3 | 4 | 4 | 5 | 6 | 6 | 8 | 10 | 12 | 20 | 25 | 30 | 40 |
| IT0 | 5 | 6 | 6 | 8 | 10 | 10 | 12 | 15 | 20 | 30 | 40 | 50 | 60 |
| IT1 | 8 | 10 | 10 | 12 | 15 | 15 | 20 | 25 | 35 | 45 | 60 | 70 | 80 |
| IT2 | 12 | 15 | 15 | 20 | 25 | 25 | 30 | 40 | 50 | 70 | 80 | 90 | 100 |
| IT3 | 20 | 25 | 25 | 30 | 40 | 40 | 50 | 60 | 80 | 100 | 120 | 130 | 150 |
| IT4 | 30 | 40 | 40 | 50 | 60 | 70 | 80 | 100 | 120 | 140 | 160 | 180 | 200 |
| IT5 | 40 | 50 | 60 | 80 | 90 | 110 | 130 | 150 | 180 | 200 | 230 | 250 | 270 |
| IT6 | 60 | 80 | 90 | 110 | 130 | 160 | 190 | 220 | 250 | 290 | 320 | 360 | 400 |
| IT7 | 100 | 120 | 150 | 180 | 210 | 250 | 300 | 350 | 400 | 460 | 520 | 570 | 630 |
| IT8 | 140 | 180 | 220 | 270 | 330 | 390 | 460 | 540 | 630 | 720 | 810 | 890 | 970 |
| IT9 | 250 | 300 | 360 | 430 | 520 | 620 | 740 | 870 | 1000 | 1150 | 1300 | 1400 | 1550 |
| IT10 | 400 | 480 | 580 | 700 | 840 | 1000 | 1200 | 1400 | 1600 | 1850 | 2100 | 2300 | 2500 |
| IT11 | 600 | 750 | 900 | 1000 | 1300 | 1600 | 1900 | 2200 | 2500 | 2900 | 3200 | 3600 | 4000 |
| IT12 | 1000 | 1200 | 1500 | 1800 | 2100 | 2500 | 3000 | 3500 | 4000 | 4600 | 5200 | 5700 | 6300 |
| IT13 | 1400 | 1800 | 2200 | 2700 | 3300 | 3900 | 4600 | 5400 | 6300 | 7200 | 8100 | 8900 | 9700 |
| IT14 | 2500 | 3000 | 3600 | 4300 | 5200 | 6200 | 7400 | 8700 | 10000 | 11500 | 13000 | 14000 | 15500 |
| IT15 | 4000 | 4800 | 5800 | 7000 | 8400 | 10000 | 12000 | 14000 | 16000 | 18500 | 21000 | 23000 | 25000 |
| IT16 | 6000 | 7500 | 9000 | 11000 | 13000 | 16000 | 19000 | 22000 | 25000 | 29000 | 32000 | 36000 | 40000 |
| IT17 | 10000 | 12000 | 15000 | 18000 | 21000 | 25000 | 30000 | 35000 | 40000 | 46000 | 52000 | 57000 | 63000 |
| IT18 | 14000 | 18000 | 22000 | 27000 | 33000 | 39000 | 46000 | 54000 | 63000 | 72000 | 81000 | 89000 | 97000 |
注:圆锥长度不等于100mm时,需将表中的数值乘以100/L,L的单位为mm。